DR650SE Dual Bearing Sprocket Hub Production Process
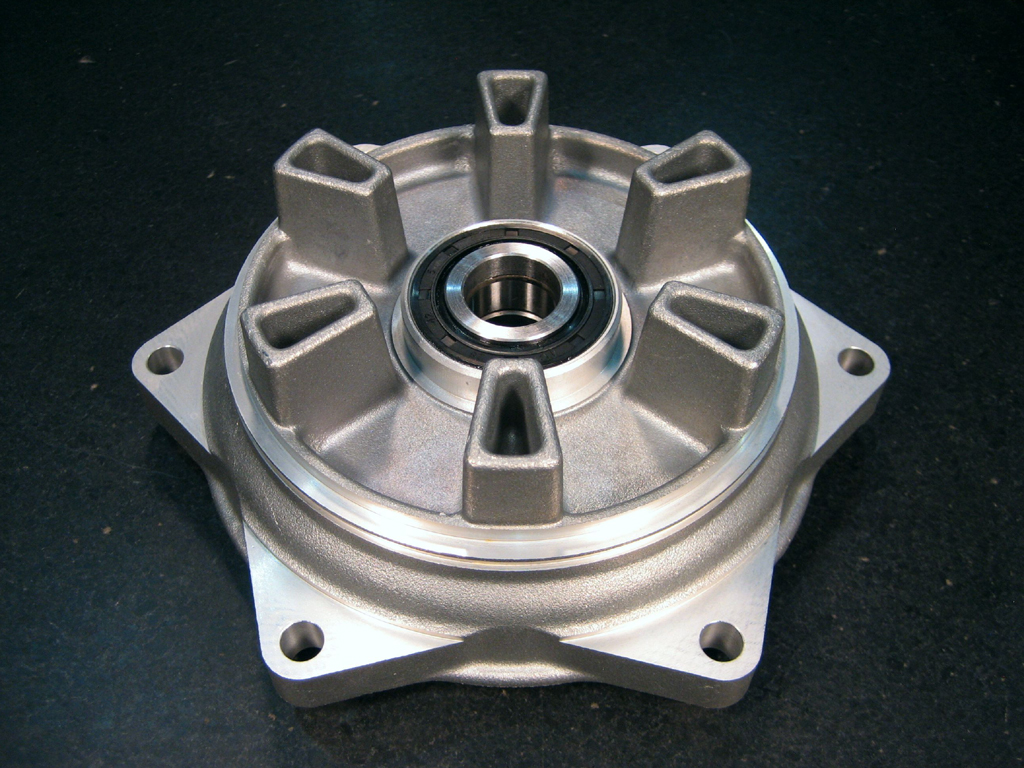
Measure the existing bearing bore to determine the bearing fit.
Clamp the hub in a lathe's six-jaw chuck and true it to the existing bearing bore both axially and radially so there is no discernible needle movement on a .0001"-reading dial indicator.
Bore the hub to provide a suitable press fit on the new 2nd bearing.
Flip the hub, re-true (to the new bore) and machine the ID chamfer.
Remove the six-jaw chuck from the lathe and install a collet closer.
Part the existing inner spacer to rough length to act as a center spacer and machine the OD chamfer.
Swap tooling, finish machine the center spacer to length and machine the OD chamfer.
Swap tooling and machine the center spacer ID chamfer.
Exchange standard collet for custom collet.
Part the remnant of the center spacer to rough length to serve as new inner spacer.
Swap tooling, finish machine the new inner spacer to length and machine the OD chamfer.
Swap tooling and machine the new inner spacer ID chamfer.
Clean the hub.
Press in a name brand outer bearing.
Install the center spacer.
Press in a name brand inner bearing.
Install the outer and inner seals.
Apply seal grease to the seal lips.
Install the inner spacer.
Re-clean and package the hub.